
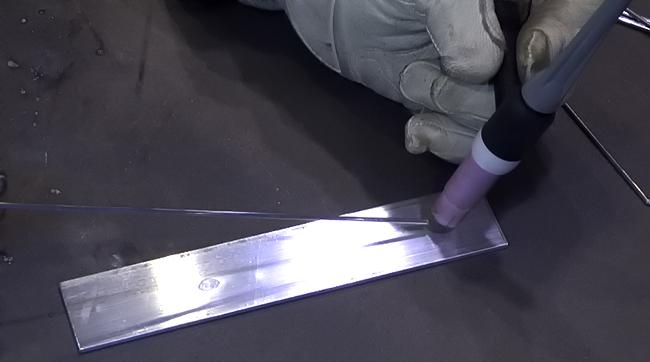


Сварка алюминия
Алюминий отличается высокой проводимостью электрического тока и отличной теплопроводностью, что подразумевает использование специального способа варки этого металла. Наиболее эффективный метод - сварка алюминия инвертором в среде защитных инертных газов



